When selecting an LCD panel for industrial applications—such as medical devices, automation systems, or outdoor kiosks—it's essential to prioritize performance, durability, and environmental resilience over consumer-grade aesthetics. Unlike standard displays used in smartphones or TVs, industrial LCDs must operate reliably under extreme temperatures, high humidity, and constant mechanical stress.
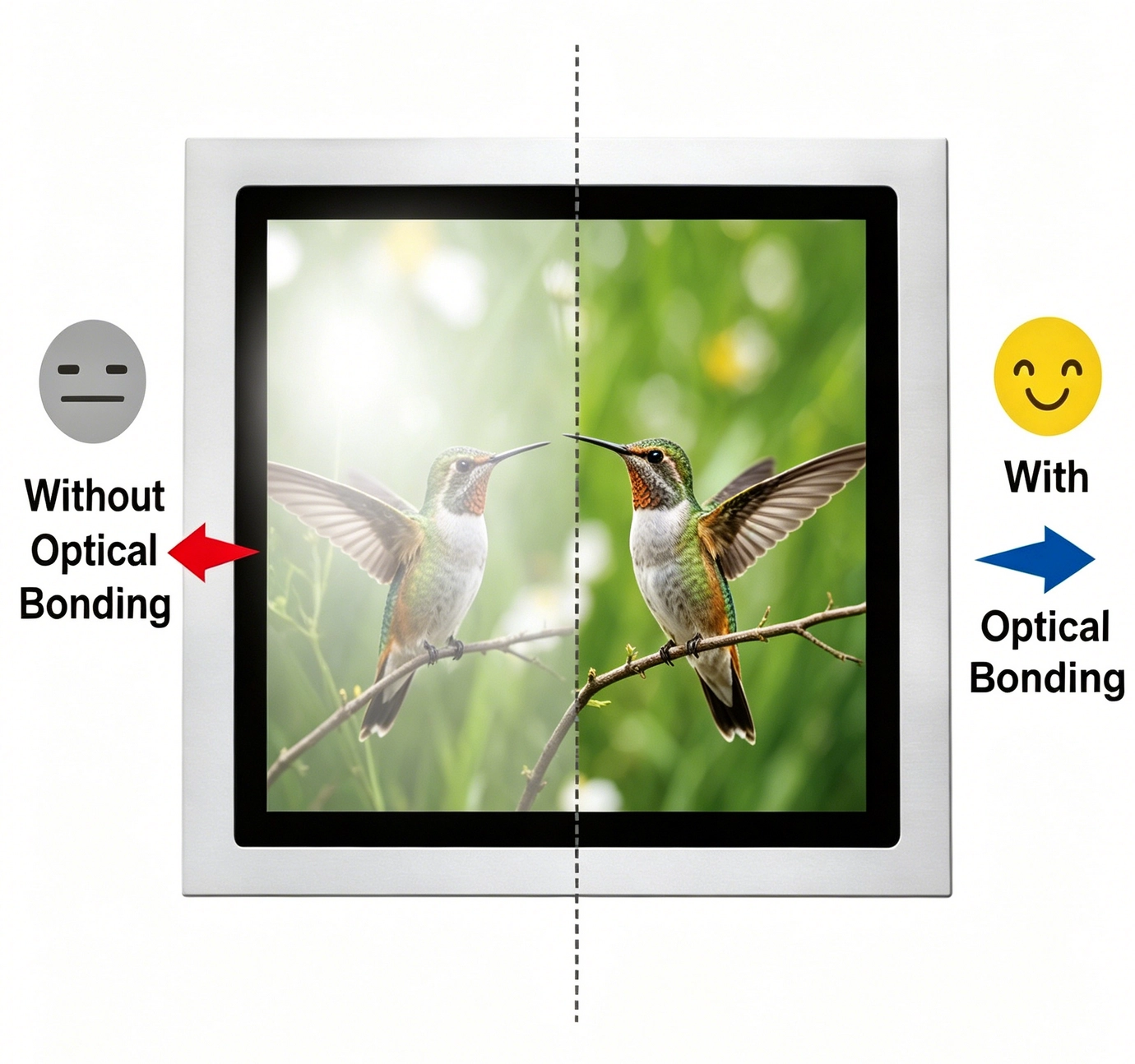
First, consider the display type: TN (Twisted Nematic), IPS (In-Plane Switching), or VA (Vertical Alignment). For industrial use, IPS panels are often preferred due to their wide viewing angles, color accuracy, and consistent brightness across different angles—critical for operator interfaces in manufacturing control rooms or field service tools. TN panels, while faster in response time, suffer from narrow viewing angles and poor color reproduction, making them unsuitable for most industrial scenarios. VA panels offer deeper blacks but may have slower response times and inconsistent color shifts at angles, limiting their utility in dynamic environments.
Next, evaluate brightness and contrast ratio. Industrial displays typically require 500 nits or higher for visibility in bright sunlight or indoor lighting with ambient glare. Look for panels with a contrast ratio of at least 1000:1 to ensure clear image differentiation—especially important in diagnostic imaging or safety-critical systems. The IEC 60950-1 and EN 60950-1 standards provide benchmarks for brightness, contrast, and electrical safety that reputable manufacturers adhere to.

Environmental robustness is another key factor. Industrial LCDs must meet IP65 or higher ratings for dust and water resistance, particularly in food processing, oil & gas, or outdoor surveillance systems. Thermal stability is equally crucial: panels should function reliably between -20°C to +70°C without pixel degradation or backlight failure. Many manufacturers now use wide-temperature TFT-LCD technology, validated through MIL-STD-810G testing protocols.

Power efficiency matters too. In battery-powered portable devices like handheld scanners or remote monitoring units, low-power LCDs with optimized backlight drivers can extend operational hours significantly. OLED alternatives exist but are less common in industrial settings due to shorter lifespan and higher cost per unit area.

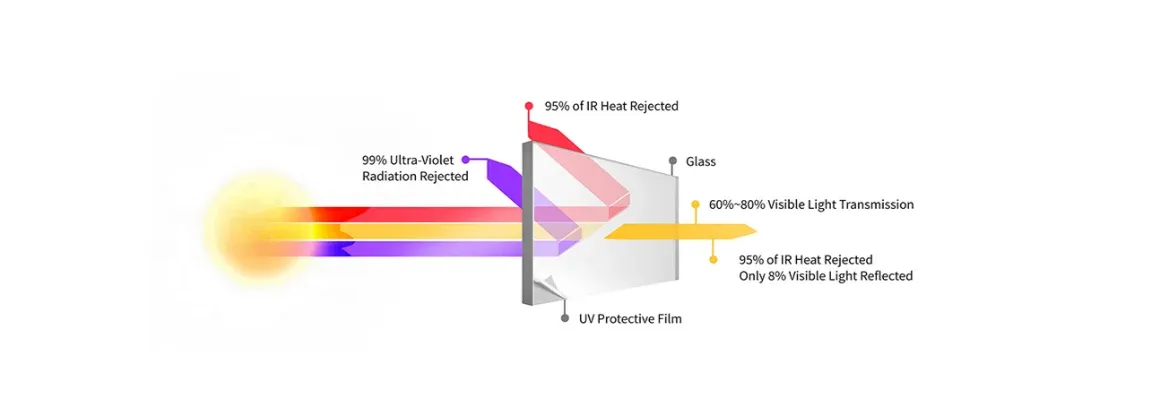
Finally, consider supply chain reliability and support. Industrial-grade panels from suppliers such as LG Display, Sharp, and Innolux often come with longer lifecycle guarantees (typically 5–10 years) and better technical documentation than consumer-grade counterparts. These panels are also more likely to be tested against harsh conditions like vibration, EMI/RFI interference, and prolonged exposure to UV light—factors that directly impact real-world usability.
In summary, choosing the right LCD panel for industrial applications involves balancing brightness, viewing angle, environmental durability, power efficiency, and long-term support. By aligning these factors with your specific operational environment—whether it’s a factory floor, a military vehicle, or a solar-powered weather station—you can ensure both performance consistency and system longevity.